- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
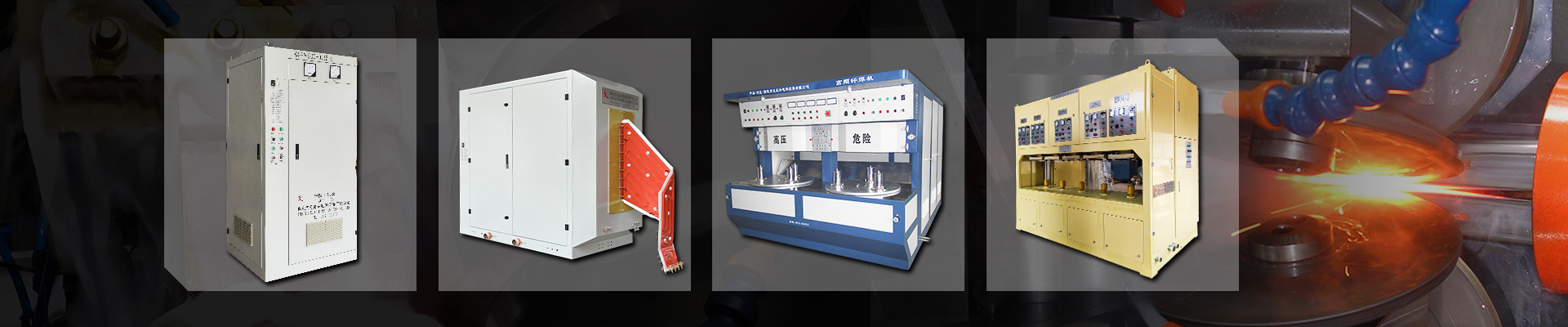
Polovodičová vysokofrekvenční kontaktní svářečka trubek
Kontaktní svařování trubek s přímým švem: Obvykle se při výrobě trubek s přímým švem používá indukční svařování, které umístí měděný induktor na potřebné svařovací trubky s otevřeným švem. Pomocí principu elektromagnetické indukce se indukuje silný vysokofrekvenční proud obklopující ocelovou trubku. uvnitř trubky.přimět okraje ocelového pásu u svaru k roztavení a spojení dohromady.
Indukční svařování však není jedinou metodou. V některých případech lze použít kontaktní svařování, které nahradí induktor dvěma měděnými kontaktními hlavami a přímo je přitlačí na obě strany svarového švu. To umožňuje, aby vysokofrekvenční proud svářečky procházel přímo k okrajům svarového švu, čímž došlo k roztavení a slepení obou bočních okrajů. Díky eliminaci ztrát v procesu přeměny elektřiny na magnetismus a magnetismu na elektřinu a kratší proudové cestě se ztráty výrazně sníží. U ocelových trubek velkého průměru je efekt úspory energie významnější. To je hlavní výhoda kontaktního svařování.
Hlavní nevýhodou kontaktního svařování je možnost poškrábání na obou stranách svarového švu, což není vhodné pro ocelové trubky s vysokými požadavky.
Výše uvedené všechny druhy svářečů mohou používat režim kontaktního svařování a potřebují pouze přidat 3-dimenzionální držák a kontaktní hlavy.