- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
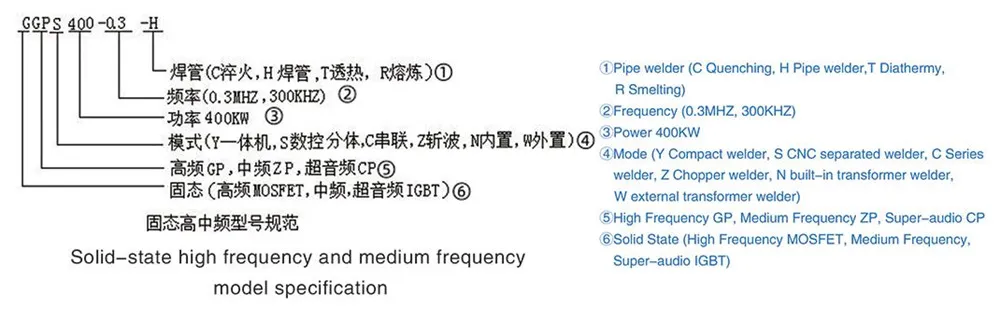
VOLBA VÝKONU A FREKVENCE VYSOKOFREKVENČNÍ SVÁŘEČKY
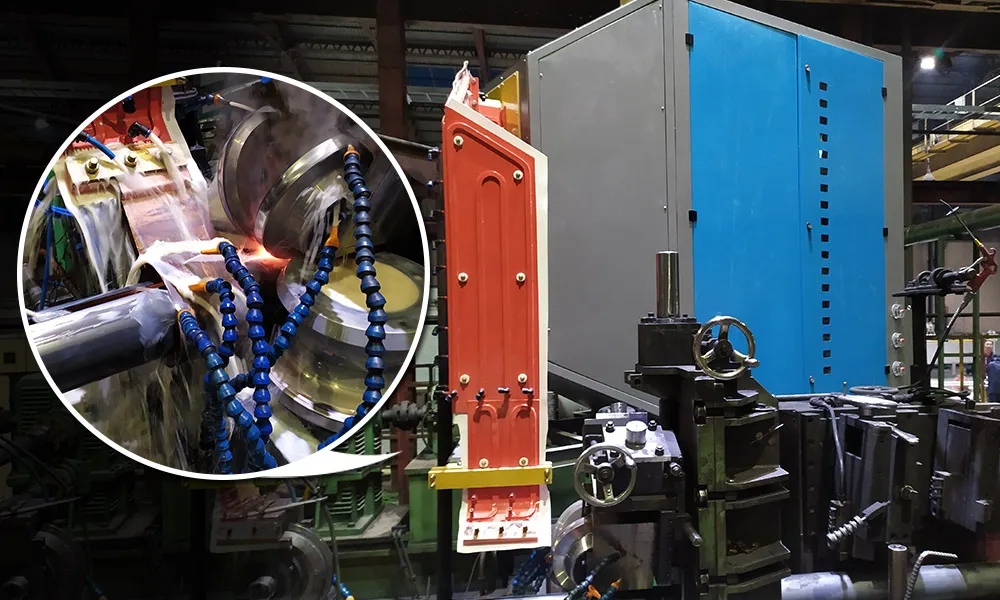
Vysokofrekvenční svářečky mají mnoho modelů. Jedna vrstva 50 kW pro svářečku s nízkým výkonem, jedna vrstva 100 kW pro svářeče středního výkonu, jedna vrstva 200 kW nebo 300 kW pro svářečku s vysokým výkonem.
1. Volba výkonu závisí především na typu vyráběného potrubí a požadované výrobní rychlosti. Kromě vysokofrekvenčního svářecího výkonu ovlivňuje rychlost svařování mnoho faktorů, jako jsou: tloušťka stěny ocelové trubky, průměr, materiál; průměr induktoru, otáčky, měděná trubka; a průměr, délka, materiál a chlazení magnetické tyče ; velikost úhlu rozevření ocelové trubky před vytlačovacím válcem.atd.
Obvykle bereme jako hlavní základ největší tloušťku stěny ocelové trubky vyrobenou uživatelem, když je tloušťka stěny asi 1 mm, použijte svářečku 100 kW; tloušťka stěny je asi 2 mm, použijte svářečku 200 kW. A tak dále, tloušťka stěny je asi 8 mm, použijte svářečku 800KW. Čím větší je průměr ocelové trubky, tím nižší je rychlost. Za normálních podmínek může podle tohoto principu rychlost v zásadě splňovat požadavky. V případech, kdy existují zvláštní požadavky na rychlost, je třeba vzít v úvahu zvláštní úvahy. Velcí svářeči mohou svařovat malé trubky, zatímco malí svářeči mohou svařovat velké trubky, jen rychlost je jiná.
Volba napájení by měla také zohledňovat kapacitu a cenu továrního zdroje napájení.
2. Volba frekvence je jednoduchá. Obvykle je tenká stěna a frekvence svářečů s malým výkonem vysoká, frekvence svářečů s tlustými stěnami a velkým výkonem bude nízká. Můžeme vyrobit svářečku od 100 kHz do 600 kHz. Při Důkladném svařování, pokud je frekvence vyšší, pak se více šetří elektřina. Svařovaná tepelně ovlivněná zóna je úzká.