- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
ONLINE WELDED PIPE SEAM ANNEALING M.F EQUIPMENT
Tube Seam Online Annealer
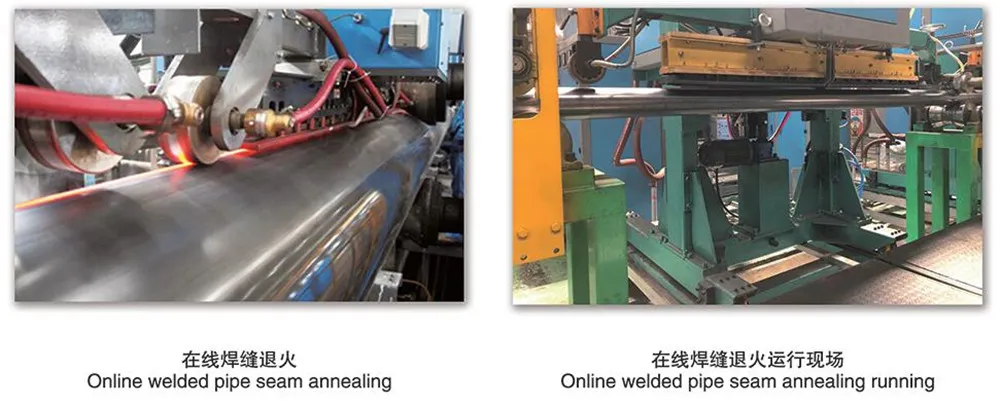
Ošetření svarového švu u trubky s přímým švem je účinnou metodou ke zlepšení kvality svaru a svařovaný šev se zahřeje na více než 800 °C a poté se přirozeně ochladí (žíhá) nebo nuceně ochlazuje (normalizace) ventilátor, který může účinně zlepšit mikrostrukturu krystalu, eliminovat škodlivé napětí a zabránit praskání svaru během následného zpracování.
On-line zařízení pro ohřev svařovaných švů, které je obecně upevněno za škrabkou otřepů na výrobní lince svařovaných trubek. Oškrábejte svařenou tyč a poté zahřejte svařovaný šev. Využitím zbytkové teploty svarového švu lze efektivně a rychle zvýšit teplotu svarového švu na požadovanou teplotu.
Celkové uspořádání linky na výrobu svařovaných trubek se zařízením na žíhání svařovaných švů je následující:

Kompletní sada zařízení, která tvoří žíhání svarů, obecně zahrnuje: žíhací stroj, středofrekvenční napájecí zdroj, vodní chladič a konzolu.
Žíhací stroj: Zavěste podpěrný induktor, abyste zajistili, že mezera mezi induktorem a svařovaným švem je vhodná a stabilní. Může se pohybovat tam a zpět nebo nahoru a dolů. K dispozici je také funkce detekce a zamezení otřepů, aby se zabránilo poškození induktoru neoholenými otřepy.
Středofrekvenční napájení: podle tloušťky stěny a rychlosti ocelové trubky se volí různý výkon a frekvence.
Středofrekvenční zdroj může být tyristorový středofrekvenční nebo IGBT středofrekvenční.
Výkonový rozsah: 1 OOKW~600KW. Obecně se více jednotek používá v sérii a frekvence každé jednotky je
jiný a efekt ohřevu je lepší.
Advantages: stable equipment, energy saving, low failure rate.


Předchozí:Žádné novinky